



La mosca va addosso a li cavalli magri
TECNOLOGIE ELETTRONICHE

… studiare, studiare ed ancora studiare,
è il solo modo di capire quanto possa
essere grande sia la propria ignoranza!
CATODI A RISCALDAMENTO INDIRETTO
Catodi a Riscaldamento Indiretto
Fin dal 1904 Wehnelt aveva scoperto che per mezzo di
ossidi di metalli alcalini sinterizzati a caldo poteva es-
-sere ottenuta una emissione termoeleettronica ed un
rendimento assai superiore a parità di temperatura a
quelli che sono caratteristici dei materiali metallici puri.
Come è noto questi ossidi vendono depositati con pro-
-cessi di lavorazione assai delicati su un supporto
metallico ed un filamento provvede a riscaldare il
catodo per effetto Joule.
Più diffuso è un miscuglio in parti eguali di BaO ed SrO
e la temperatura di funzionamento e' relativamente bassa.
Intorno a 1000°K può' essere infatti raggiunta una emissione di 100 mA/cm2 con un
rendimento termoelettrico di 20mA/Watt.
Si pensi che per il tungsteno puro la stessa emissione si verifica in corrispondenza di
≈ 2300°K con un rendimento : dell'ordine di 1 - 2 mA/Watt.
Il fenomeno della emissione da parte di ossidi e'stato oggetto di studio di numerosi autori per
più' di 30 anni ed ancor oggi, sotto certi aspetti, l'interpretazione non e'del tutto esauriente.
Per certo l'emissione proviene principalmente da particelle microscopiche di metallo che si
formano in prossimità' della superficie esterna del catodo per oggetto di un fenomeno
piuttosto complesso di riduzione che gli ossidi subiscono durante l'impiego del tubo di cui il
catodo fa parte.
Per quando l'emissione provenga solo dallo strato disposto sulla superficie del supporto
l'influenza di questo risulta evidente perche', l'impiego di metalli di diversa natura, conduce
a differenti risultati.
I potenziali di estrazione degli ossidi di più comune impiego sono i seguenti:
1.1 Volt
per l'ossido di Bario (BaO)
1.41 Volt
per l'ossido di Stronzio (SrP)
1.9 Volt
per una miscela di parti uguali di BaO e SrO
I valori indicati possono variare del ± 20% ed e' questa una delle principali cause degli
scostamenti che si verificano tra le caratteristiche statiche di tubi dello stesso tipo.
La fabbricazione dei catodi avviene attraverso una serie di delicati processi che
possono essere sintetizzati come segue :
a)
Poichè gli ossidi dei metalli alcalini non sono stabili all'aria, sul supporto metallico
vengono applicati con speciali leganti organici i corrispondenti idrossidi o carbonati.
Gli spessori di deposizione sono dell'ordine dei decimi di millimetro.
b)
Dopo avere montato il catodo e gli altri elettrodi nel contenitore, mentre si procede alla
vuotatura, si porta il catodo ad una temperatura di ≈ 1500°K e ci si mantiene per
qualche minuto, in maniera che i carbonati o gli idrossidi si trasformino in ossidi.
Tale operazione e' in genere effettuata per meno di un riscaldamento ad induzione
ad RF.
L' ossigeno, l'ossido di carbonio, l'idrogeno e ad altre sostanze che si liberano vengono
asportate dalla pompa a vuoto.
c)
Mantenendo il catodo ad una temperatura di ≈ 1000 °K si stabilisce nel tubo, una cor-
-rente di conduzione per mezzo di una opportuna alimentazione.
L'emissione cresce lentamente sino al valore previsto e calcolato, ed il catodo e' pronto
all'uso.
IL procedimento descritto detto di attivazione provoca una parziale riduzione degli ossidi in
metallo puro, finemente suddiviso in particelle microscopiche, per effetto dei seguenti
fenomeni principali, ricordando come la presenza di queste sia essenziale, in quanto
l' emissione è infatti dovuta essenzialmente ad essi:
1)
Reazione chimica degli ossidi con il supporto metallico.
2)
Riduzione_elettrolitica degli ossidi dovuta al passaggio della corrente emessa,
attraverso lo strato superficiale di riporto; per effetto di questa lo ione metallico si
scinde dall'ossigeno e tende a depositarsi sul nucleo metallico negativo.
3)
Riduzione degli ossidi per effetto del bombardamento di ionico sul catodo..
Per gli ossidi alcalini, la migliore reazione chimica corrisponde all'impiego di supporti
a base di titanio, tantalio, molibdeno e nickel.
Il più consigliabile è il nickel perchè, di costo non molto elevato, ha proprietà fisiche
soddisfacienti.
Ottimi risultati si ottengono anche con il Konel ( una lega di ferro, nickel, cobalto e
titanio), probabilmente per la presenza del titanio.
Durante il funzionamento, in prossimità della superficie catodica, l'elevata temperatura
determina condizioni favorevoli al ripetersi dei fenomeni di riduzione che sono caratteristici
del processo di attivazione, ma si stabilisce un certo stato di equilibrio, in virtù del quale
il numero di atomi metallici che provengono dal processo di riduzione e' eguale al numero
di quelli perduti per evaporazione.
La durata di un catodo e' quindi limitata e la fine della emissione e' dovuta essenzialmente
all'esaurimento delia materia attiva.
Necessariamente oltrechè dalla quantità iniziale di ossidi la vita media dipende dalle
tamperature di funzionamento e quindi di conseguenza dalla corrente specifica legata a
questa dalla legge di Richardson e Dushmann.
La sottostante tavola ci fornisce qualche informazione per quanto riguarda i catodi ad ossidi
misti di Bario e Stronzio.
Dati indicativi sulla durata dei catodi ad ossido in
funzione della corrente specifica
Corrente specifica
di saturazione (mA/cm2)
Vita media ( ore)
< 10
> 4000
10 - 60
4000 - 400
60 - 200
> 400

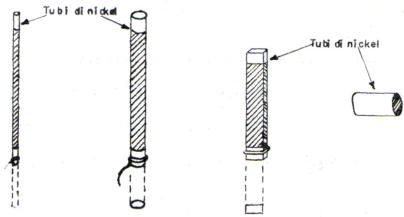
Le forme più tipiche di catodi a risca-
-ldamento indiretto sono quelle indicate
nella figur a lato.
I catodi a sezione circolare più
facilmente realizzabili sono di frequente
utilizzati per tubi raddrizzatori od in
triodi e pentodi a bassa pendenza a
griglie cilindriche ed ovali.
Quelli a sezione ellittica sono di solito
impiegati per tubi amplificatori di
potenza in B.F. ed i catodi rettangolari
per i tubi a forte pendenza.








Lorem Ipsum Dolor
Cupidatat excepteur ea dolore sed in adipisicing id? Nulla lorem deserunt aliquip officia reprehenderit fugiat, dolor excepteur in et officia ex sunt ut, nulla consequat. Laboris, lorem excepteur qui labore magna enim ipsum adipisicing ut. Sint in veniam minim dolore consectetur enim deserunt mollit deserunt ullamco. Mollit aliqua enim pariatur excepteur. Labore nulla sunt, in, excepteur reprehenderit lorem fugiat. Ipsum velit sunt! Non veniam ullamco amet officia ut, ex mollit excepteur exercitation fugiat eu ut esse cupidatat in velit. Non eu ullamco in pariatur nisi voluptate mollit quis sed voluptate ea amet proident dolore elit. Occaecat nostrud dolore sunt, ullamco eu ad minim excepteur minim fugiat. Nostrud culpa eiusmod dolor tempor et qui mollit deserunt irure ex tempor ut dolore. Dolore, nostrud duis ad. In nulla dolore incididunt, sit, labore culpa officia consectetur mollit cupidatat exercitation eu. Aute incididunt ullamco nisi ut lorem mollit dolore, enim reprehenderit est laborum ut et elit culpa nulla. Excepteur fugiat, laboris est dolore elit. In velit lorem id, et, voluptate incididunt ut ad in sunt fugiat, esse lorem. Nisi dolore ea officia amet cillum officia incididunt magna nisi minim do fugiat ut nostrud dolore Qui in est in adipisicing ea fugiat aliqua. Reprehenderit excepteur laboris pariatur officia sit amet culpa aliquip quis elit eiusmod minim. Sint ut ut, proident in mollit do qui eu. Pariatur et cupidatat esse in incididunt magna amet sint sit ad, sunt cillum nulla sit, officia qui. Tempor, velit est cillum sit elit sed sint, sunt veniam.





© Irure ut pariatur ad ea in ut in et. In incididunt sed tempor

